IWELD POCKETMIG 230 Synergic XL, aparat de sudura semi-profesional, 220A, 230V, otel, inox si aluminiu, Synergic si accesorii incluse - aparat de sudura MIG MAG/MMA










- Stoc: Stoc epuizat
- Cod produs: 800MIG230SYN
- Greutate: 19.00kg
- SKU: 800MIG230SYN
- Garantie persoane fizice: 24 Luni
- Garantie persoane juridice: 24 Luni

|
|
210.43 Lei x 24 rate |
IWELD POCKETMIG 230 Synergic XL, aparat de sudura semi-profesional, 220A, 230V, otel, inox si aluminiu, synergic si accesorii incluse.
IWELD Pocketmig 230 Synergic este un aparat de sudura multiproces monofazat, pentru procesele de sudura MIG MAG, MMA si LIFT TIG, cu un ecran LCD pe care sunt afisate toate setarile in pictograme intuitive.
.png)
"APARAT LA SCHIMB" este un serviciu unic de la SARC Sudex, prin care, pe perioada garantiei aparatului, in cazul in care acesta se defecteaza, vei primi un aparat echivalent cu al tau, pe perioada cat cel defect este in service.
Caracteristici:
- Program MIG MAG Synergic CO2
- Program MIG MAG Amestec Argon + CO2 Synergic
- Program MIG MAG Manual
- Program MIG MAG Aluminiu Synergic (Argon)
- Program MIG MAG fara gaz
- Program Spool Gun Aluminiu
- MMA
- Program Lift TIG
- Functia " 2T/4T" usureaza realizarea cordoanelor lungi, ne mai fiind nevoie de pastrarea butonului de pe pistolet apasat pentru realizarea arcului.
- Grosime sarmei utilizabile este de 0.6 / 0.8 / 1.0 mm
- Usor de intretinut, robust si fiabil.
- 2 ani de GARANTIE oferite de producator, indiferent de tipul clientului.
- Protectie termica.
- Protectie suprasarcina.
- Potrivit pentru sarma cu un diametru de maxim 270 mm ( 15kg ).
Domenii de utilizare: lucrari de confectii metalice usoare, reparatii auto, intretinere si montaj, putand fi utilizat atat in spatii inchise, cat si in exterior.
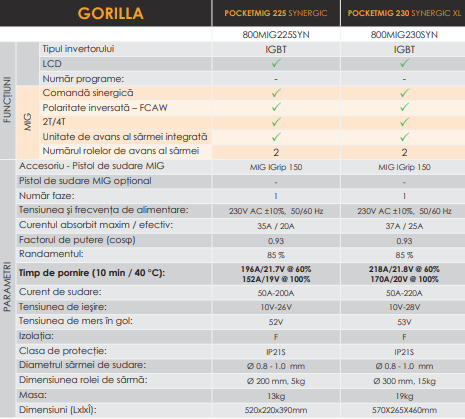
| Tipul invertorului | IGBT |
| Interfata LCD | DA |
| FCAW | DA |
| Control Sinergic | DA |
| 2T/4T | DA |
| Role avans sarma | 2 |
| Arc Force | DA |
| Arc Force reglabil | DA |
| Hot Start | DA |
| Pistolet MIG MAG inclus | IGrip 150 4m |
| Numar de faze | 1 |
| Tensiune de alimentare | 230 V AC±15% 50/60 Hz |
| Curentul de intrare max/ef. MMA | 37A/25A |
| Curentul de intrare max/ef. MIG | 37A/25A |
| Factorul de putere (cos fi) | 0.93 |
| Randament | 85% |
| Raport sarcinã de duratã (10 min/40 °C) | 220A / 21.8V@60%, 170A / 20V @100% |
| Reglare curent de iesire MMA | 10A - 200A |
| Reglare curent de iesire MIG | 30A - 220A |
| Tensiune de iesire nominala MMA | 10V - 28V |
| Tensiune de iesire nominala MIG | 10V - 28V |
| Tensiune de mers în gol | 53V |
| Clasa de izolatie | F |
| Grad de protectie | IP21S |
| Diametrul sarmei | 0.8-1.0mm |
| Diametrul bobina de sarma | 300 mm, 15 kg |
| Masa | 19 kg |
| Dimensiuni | 570 x 265 x 460 mm |
PACHETUL CONTINE
Pistolet 150A 4m
Cleste de masa 200A cu cablu de 3m
Cleste portelectrod 200A cu cablu de 3m
PUNEREA ÎN FUNCŢIUNE
Racordarea la reţea a intrărilor
1. Fiecare aparat are propriile sale cabluri de racordare electrică. Aparatul se va conecta la reţeaua electrică cu conductor de împământare printr-o priză corespunzătoare!
2. Se va verifica, prin utilizarea unui multimetru, ca tensiunea să aparţină domeniului corespunzător!
3. Dacă locul unde se va efectua munca este prea departe de punctul de racordare la reţea (50 – 100 m) şi prelungitorul este prea lung, va fi necesară creşterea secţiunii transversale a conductorului, pentru a se evita căderile de tensiune excesive.
Conectarea dintre conductoarele de ieşire şi pistolul de sudare MIG
1. Fiecare aparat se comercializează cu un cablu de lucru cu care este dotat din fabrică şi care are două conectoare mobile, ce se conectează la ieşirile aparatului de sudare. Se va verifi ca conectarea corespunzătoare a cablurilor! Conectorii slăbiţi, deterioraţi pot conduce la supraîncălzire şi deteriorare!
2. Cablul de lucru se va conecta la borna negativă, iar cablul de test la borna pozitivă, în mod corespunzător experienţei.
3. În cazul în care piesa de lucru se află prea departe de aparat (50-100 m) iar cablul prelungitor este prea lung, este necesară mărirea secţiunii transversale a cablului pentru a compensa căderile de tensiune.
4. În modul de lucru cu electrod consumabil (MIG), piesa de prindere a electrodului se va decupla de pe aparat şi se va conecta cablul pistolului de sudare la borna centrală.
Conectarea unităţii de avans al sârmei
1. Se va fixa rola de sârmă corespunzătoare pe suportul unităţii de avans al sârmei. Se va verifica potrivirea / aşezarea corectă a găurii rolei pe axul unităţii.
2. Se va alege o rolă de avans al sârmei corespunzătoare pentru dimensiunea şi materialul sârmei de sudare.
Observaţie:
Pentru sudarea pieselor de aluminiu alegeţi rola cu canelură „U”, pentru sudarea pieselor de oţel rola cu canelură „V”, iar pentru sârma cu umplutură de pudră se va utiliza rola canelată.
3. Slăbiţi piuliţa rolei de împingere şi introduceţi sârma de sudare de pe rolă, prin tubul de intrare între rolele de avans al sârmei şi în tubul de ieşire.
4. Reglaţi forţa de avans al rolelor de avans şi verificaţi că sârma nu alunecă între role. Evitaţi deformarea sârmei din cauza presiunii excesive.
5. Tăiaţi capătul deteriorat, deformat al sârmei, înainte de a conecta sârma la pistolul de sudare.
6. Pentru scoaterea sârmei, apăsaţi butonul „verificarea sârmei”. Ţineţi butonul apăsat până când sârma apare la capătul pistolului de sudare.
Racordarea unei butelii de gaz
1. Racordaţi intrarea de gaz a unităţii de avans al sârmei, prin intermediul furtunului de gaz la racordul reductorului de presiune. Sistemul de alimentare cu gaz include butelia de gaz, reductorul de presiune şi furtunul de gaz.
2. Încălzitorul de gaz se racordează la priza de joasă tensiune de pe partea din spate a aparatului. Cu ajutorul unui colier de furtun se fixează racordul, pentru a preveni scurgerea sau pătrunderea aerului.
Observaţii
1. Gazul protector care are o presiune sau un debit necorespunzător va conduce la o calitate mai slabă a sudurii cu arc.
2. Respectaţi instrucţiunile aplicabile cu privire la depozitarea şi manipularea buteliei de gaz.
3. În vederea unei măsurări exacte, fixaţi aparatele de măsură a presiunii şi a debitului în poziţie verticală.
4. Înainte de montarea reductorului de presiune deschideţi şi închideţi în mod repetat de mai multe ori robinetul buteliei de gaz, pentru a îndepărta praful care este posibil să se fi depus, în vederea asigurării unei alimentări cu gaz neperturbate.
Comenzi pentru sudarea MIG
- Porniţi maşina cu ajutorul comutatorului de alimentare .
- Aşteptaţi 5 secunde pentru încărcarea programului de control digital. Apăsaţi butonul Stânga pentru secţiunea de mod şi selectaţi modul prin butonul Stânga şi apăsaţi butonul Stânga pentru a confirma selecţia.
- Ecranul digital multifuncţional va afişa două numere. În stânga este tensiunea de sudare prestabilită, în dreapta este viteza prestabilită de alimentare a firului.
- Aceste valori sunt reglate prin rotirea butonului drept.
- Datorită programării digitale sinergice, tensiunea şi viteza firului se vor ajusta împreună.
- Pentru a regla independent tensiunea, Rotiţi butonul stâng pentru a regla tensiunea de sudare.
- Acest lucru va schimba şi va rezulta ecranul afişat mai jos.
- Apoi folosiţi butonul stâng pentru a regla tensiunea de sudare -5~+5V din setarea sinergică standard.
- Aceasta nu va schimba viteza firului. Se recomandă pentru o uşurinţă de utilizare ca mai întâi să fie reglată viteza ţintă a alimentării cu fir şi apoi să fi e setată fin tensiunea, dacă este necesar.
- Consultaţi Diagrama de referinţă rapidă a Setărilor de sudare la pagina 21 şi în interiorul uşii alimentării cu fir pentru a găsi setări comune recomandate.
- Apăsaţi din nou butonul dreapta pentru a regla inductanţa arcului de sudare.
- Folosiţi butonul drept pentru a regla inductanţa de la -10 (mai puţină inductanţă) la +10 (mai multă inductanţă).
O notă rapidă în ceea ce priveşte inductanţa - aceasta ajustează în mod eficient intensitatea arcului de sudură. Inductanţa face ca arcul să fi e „mai moale”, cu mai puţină pulverizare de sudură.
Inductanţa mai mare dă un arc de conducere mai puternic care poate creşte penetrarea.
Setările optime de inductanţă sunt afectate de numeroase variabile de sudare, cum ar fi : tipul materialului, tipul de îmbinare a gazului de protecţie, amperajul sudării, dimensiunea sârmei.
Valoarea implicită a inductanţei este de 10, se recomandă păstrarea acestei valori dacă operatorul nu este un sudor cu experienţă. 5.1.5.5
Apăsaţi din nou butonul drept (4) pentru a reveni la ecranul principal de reglare a vitezei/tensiunii.
Dacă panoul de control nu este reglat după 5 secunde, va reveni şi el la modul de reglare MIG primar.
Sau apăsaţi stânga/dreapta (1)/(3) pentru a reveni direct la modul de reglare MIG principal. 5.1.5.6
În timpul sudării, ecranul se va schimba pentru a afişa tensiunea de sudare reală şi curentul de sudare aşa cum este ilustrat mai jos.
Funcţia 2T/4T
Apăsaţi butonul dreapta (4), comutatorul de selecţie 2T/4T pentru a comuta între modurile 2T şi 4T.
Operarea 4T înseamnă că triggerul este tras o dată pentru a începe sudarea şi tras din nou pentru a o opri.
Acest lucru este util pentru îmbinări lungi de sudură. Modul 2T, triggerul trebuie să apăsat şi menţinut în timpul sudării.
Funcţia de verificare a firului
Apăsaţi din nou butonul drept (4) pentru a intra în modul de verificare a firului, rotiţi butonul drept (3) pentru a selecta ON/OFF
- Scoateţi duza conică (24) şi vârful de sudare (25) din arzătorul de sudare. Duza conică este îndepărtată prin rotire în sensul acelor de ceasornic şi extragerea simultană. Vârful de sudură se înfăşoară din adaptorul vârfului.
- Cu uşa capacului de alimentare a firului încă deschisă, trageţi triggerul lanternei (20) şi verificaţi dacă firul intră fără probleme prin rola de alimentare şi în arzătorul de sudură.
- Acum întindeţi capul arzătorului de sudură şi manevraţi-l cât mai drept de la maşină şi selectaţi funcţia de verifi care a firului. Aceasta va porni motorul de alimentare care funcţionează cu viteză maximă pentru a alimenta firul prin bucşa capului de sudură.
- Odată ce firul iese dincolo de capătul gâtului arzătorului de sudură, trageţi triggerul arzătorului de sudare sau apăsaţi orice buton de pe afişaj pentru a opri alimentarea automată a firului.
- Închideţi uşa capacului de alimentare cu fir. - Înlocuiţi vârful de sudură (25) şi duza conică (24) înapoi pe gâtul arzătorului de sudură şi tăiaţi orice fir în exces. Acum sunteţi pregătiţi să sudaţi!
Modul de operare MMA/STICK
Notă - Sudarea MMA/Stick necesită un set de ghidare MMA.
- Conectaţi conectorul rapid de ghidare la pământ (23) la borna de sudare negativă (-) de ieşire (7).
- Conectaţi priza de pământ (22) la piesa de lucru. Contactul cu piesa de prelucrat trebuie să fie puternic în contact cu metalul curat, gol, fără coroziune, vopsea sau crustă la punctul de contact.
- Conectaţi ghidajul de suport ARC/electrod (opţional) la borna de ieşire de sudare pozitivă (6). Notă – unele tipuri de electrozi de sudare utilizează polaritate de conectare diferită. Dacă aveţi dubii, luaţi legătura cu producătorul electrodului.
- Porniţi aparatul de la comutatorul de alimentare principal (10). - Apăsaţi butonul din stânga (2) la secţiunea mod şi selectaţi modul cu butonul din stânga (1) şi apăsaţi butonul din stânga (1) pentru a confirma selecţia MMA.
- La sudare, afişajul se va schimba pentru a afişa voltajul şi amperajul de sudare efectiv. - VRD: VRD înseamnă dispozitiv de reducere a tensiunii.
Tensiunea circuitului deschis la bornele de ieşire ale unei surse de putere de sudare MMA este suficient de mare pentru a putea produce un şoc electric persoanelor care intră în contact cu bornele aflate sub tensiune.
VRD este un sistem de siguranţă care reduce această tensiune a circuitului deschis la un nivel în care riscul de electrocutare este minimizat.
Acest lucru îngreunează însă aprinderea arcului. Apăsaţi butonul din dreapta (4) pentru a porni/opri VRD.
Operarea Lift TIG
Notă - Operarea TIG necesită alimentarea cu argon, arzător TIG, consumabile şi regulator de gaz.
Aceste accesorii nu sunt incluse în pachetul MIG-S standard; luaţi legătura cu furnizorul pentru detalii suplimentare.
- Conectaţi conectorul rapid de ghidare la pământ (23) la borna de sudare pozitivă (+) de ieşire (6).
- Conectaţi priza de pământ (22) la piesa de prelucrat. Contactul cu piesa de prelucrat trebuie să fi e un contact puternic cu metalul curat, gol, fără coroziune, vopsea sau crustă la punctul de contact.
- Conectaţi ghidajul de alimentare cu arzător TIG la borna de sudare de ieşire (7) negativă (-).
- Conectaţi alimentarea cu gaz la arzătorul TIG.
- Porniţi aparatul de la comutatorul de alimentare (10).
- Apăsaţi butonul din stânga (2) la secţiunea de mod şi selectaţi modul cu butonul din stânga (1), şi apăsaţi butonul din stânga (1) pentru a confirma selecţia LIFT TIG.
MASURI DE PRECAUTIE
Spaţiul de lucru
1. Aparatul de sudare se va utiliza într-o încăpere fără praf, fără gaze corozive, fără materiale inflamabile, cu conţinut de umiditate de maxim 90%.
2. Se va evita sudarea în aer liber, cu excepţia cazurilor în care operaţiunea este efectuată ferit de razele solare, de ploaie, de căldură; temperatura spaţiului de lucru trebuie să fi e între -10oC şi +40oC.
3. Aparatul se va amplasa la cel puţin 30 cm de perete.
4. Sudarea se va realiza într-o încăpere bine aerisită!
Cerinţe de securitate
Aparatul de sudare dispune de protecţie faţă de supratensiune / faţă de valori prea mari ale curentului / faţă de supra-încălzire.
Dacă survine orice eveniment menţionat anterior, aparatul se opreşte în mod automat.
Dar utilizarea în exces dăunează aparatului, astfel că este recomandat să respectaţi următoarele:
1. Ventilare. În timpul sudării aparatul este parcurs de curenţi mari, astfel că ventilarea naturală nu este suficientă pentru răcirea aparatului. Este necesar să se asigure răcirea corespunzătoare, astfel că distanţa dintre aparat şi orice obiect va fi de cel puţin 30 cm. Pentru funcţionarea corespunzătoare şi durata de viaţă a aparatului este necesară o ventilare bună.
2. Nu este permis ca valoarea intensităţii curentului de sudare să depăşească în mod permanent valoarea maximă permisă. Supra-sarcina de curent scurtează durata de viaţă a aparatului sau poate conduce la deteriorarea aparatului.
3. Este interzisă supratensiunea! Pentru respectarea valorilor tensiunii de alimentare, consultaţi tabelul de parametri de funcţionare. Aparatul de sudare compensează în mod automat tensiunea de alimentare, ceea ce face posibilă aflarea tensiunii în domeniul indicat. Dacă tensiunea de intrare depăşeşte valoarea indicată, componentele aparatului se vor deteriora.
4. Aparatul este necesar să fie legat la pământ. În cazul în care aparatul funcţionează de la o reţea legată la pământ, standard, legarea la pământ a aparatului este asigurată în mod automat. Dacă aparatul este utilizat de la un generator de curent, în străinătate, sau de la o reţea de alimentare electrică necunoscută, este necesară legarea sa la masă prin punctul de împământare existent pe acesta, pentru evitarea unor eventuale electrocutări.
5. În timpul sudării poate apărea o întrerupere bruscă a funcţionării, atunci când apare o suprasarcină, sau dacă aparatul se supraîncălzeşte. Într-o asemenea situaţie nu se va porni din nou aparatul, nu se va încerca imediat continuarea lucrului, dar nici nu se va decupla comutatorul principal, lăsând ventilatorul incorporat să răcească aparatul de sudare
Atenţie!
În cazul în care utilizaţi instalaţia de sudare pentru lucrări ce necesită curenţi mai mari, de exemplu pentru sarcini de sudare ce depăşesc în mod sistematic intensitatea curentului de 180 de Amperi, şi, ca atare, siguranţa de reţea de 15 Amperi, dozele şi prizele nu ar fi suficiente, creşteţi siguranţa de la reţea la 20, 25 sau chiar la 32 de Amperi! În acest caz se vor înlocui în mod corespunzător, atât dozele, cât şi prizele în unele monofazate de 32 de Amperi! Această lucrare se va efectua numai de către un specialist!
Întreţinerea
1. Înainte de orice operaţie de întreţinere sau de reparaţie, aparatul se va scoate de sub tensiune!
2. Se va verifica să fie corespunzătoare legarea la pământ.
3. Se va verifica să fie perfecte racordurile interioare de gaz şi de curent şi se vor regla, strânge dacă este necesar; dacă se observă oxidare pe anumite piese, se va îndepărta cu hârtie abrazivă, după care se va conecta din nou conductorul respectiv.
4. Feriţi-vă mâinile, părul, părţile de vestimentaţie largi de părţile aparatului aflate sub tensiune, de conductoare, de ventilator.
5. Îndepărtaţi în mod regulat praful de pe aparat cu aer comprimat curat şi uscat; unde fumul este prea mult iar aerul este poluat aparatul se va curăţa zilnic!
6. Presiunea din aparat va fi corespunzătoare, pentru a evita deteriorarea componentelor acestuia.
7. Dacă în aparat pătrunde apă, de exemplu cu ocazia unei ploi, aparatul se va usca în mod corespunzător şi se va verifica izolaţia sa! Sudarea se va continua numai dacă toate verificările au confirmat că totul este în ordine!
8. Dacă nu utilizaţi aparatul o perioadă îndelungată, depozitaţi-l în ambalajul original, într-un loc uscat.
ATENTIE
• Nu trece la un alt mod în timpul sudării!
• Scoateţi din priză atunci când nu este în utilizare.
• Butonul de alimentare asigură o întrerupere completă
• Consumabile de sudura, accesorii, trebuie sa fiie perfectă
• Numai personalul calificat trebuie să folosească echipamentul
Electrocutarea – poate cauza moartea!
• Echipamentul trebuie să fie împământat, conform standardului aplicat!
• Nu atingeţi niciodată piese electrizate sau bagheta de sudură electrică fără protecţie sau purtând mănuşi sau haine ude!
• Asiguraţi-vă că dumneavoastră şi piesa de prelucrat sunteţi izolaţi. Asiguraţi-vă că poziţia dumneavoastră de lucru este sigură.
Fumul – poate fi nociv sănătăţii dumneavoastră!
• Ţineţi-vă capul la distanţă de fum.
Radiaţia arcului electric – Poate dăuna ochilor şi pielii dumneavoastră!
• Vă rugăm să purtaţi mască de sudură corespunzătoare, filtru şi îmbrăcăminte de protecţie pentru a vă proteja ochii şi corpul.
• Folosiţi o mască corespunzătoare sau o cortină pentru a feri privitorii de pericol.
Incendiul
• Scânteia de sudură poate cauza apariţia focului. Vă rugăm să vă asiguraţi că nu există substanţe inflamabile pe suprafaţa unde se execută lucrarea Zgomotul excesiv poate dăuna sănătăţii!
• Purtaţi întodeauna căşti de urechi sau alte echipamente pentru a vă proteja urechile.
Defecţiuni
• Vă rugăm să soluţionaţi problemele conform indicaţiilor 2 relevante din manual.
• Consultaţi persoane autorizate atunci când aveţi probleme.